
NEW VEDAQ-PRO!
The NEW VEDAQ-PRO™ Portable Multi-Function EMI Drill Pipe Inspection System for drill pipe up to 7-5/8" O.D.
The NEW VEDAQ-PRO represents the next generation of our highly regarded Computerized Portable EMI Tubular Inspection System. The system is a portable, computerized, multi-function (Transverse and Wall) EMI system designed for the inspection of drill pipe and tubing. It comes standard with transverse flaw detection and TRUEWALL™ solid-state (Hall effect) wall monitoring capabilities.
The VEDAQ-PRO represents the next generation of our highly regarded Computerized Portable EMI Tubular Inspection System. It combines advanced features with exceptional performance in a system that is both powerful and easy to operate. Designed for efficiency and reliability, the VEDAQ-PRO includes an enhanced magnetizing system and the PRO-Package Advanced Inspector’s Tool Kit, making it well-suited for demanding inspection applications.
This system is available in a stationary configuration for increased output Learn more about the VEDAQ-P.
Product Specifications
| Technical and Performance Data | |
| Capacity: | 2-3/8" to 7-5/8" O.D. drill pipe and tubing |
| Functions: |
|
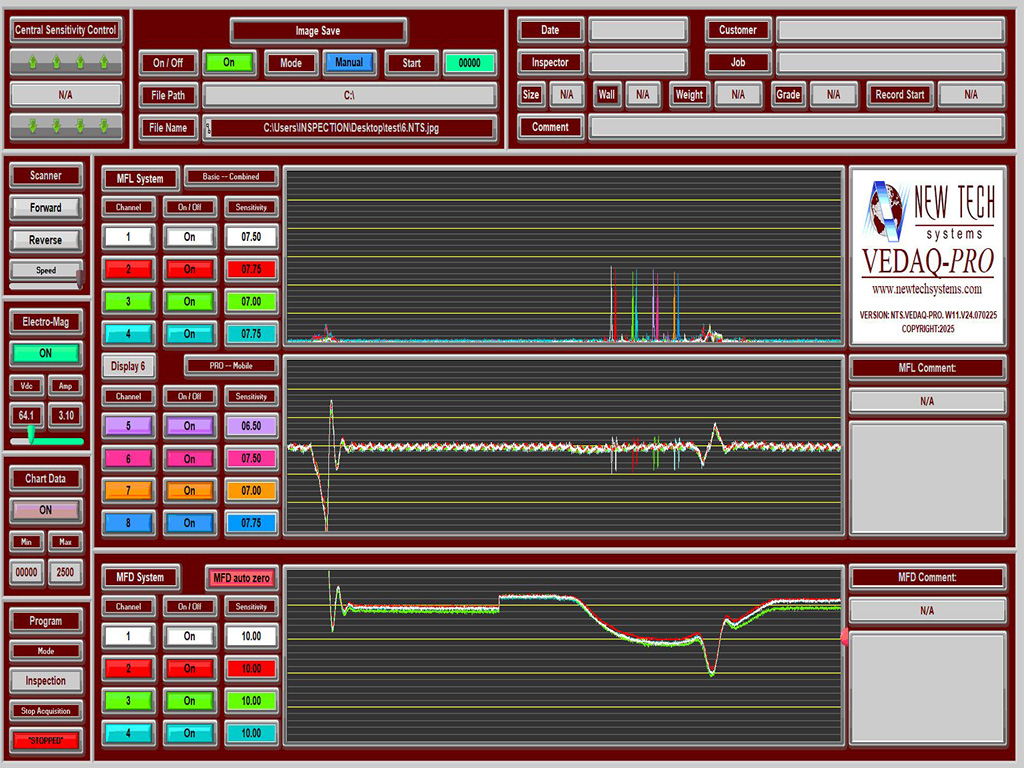
| Data Acquisition: | Data acquisition system with Dell laptop computer (all functions performed on computer with multi-color data display) |
| Production Rate: | Up to 150 ft /minute |
| Inspection Criteria: | The VEDAQ-PRO™ is designed to meet most industry specifications (i.e. API, DS-1, etc.) |
| Major Components: | VEDAQ-PRO electronics console Dell laptop computer with VEDAQ software Power, signal, and buggy drive cables High speed buggy drive with variable speed DC motors Powerful DC magnetizing coils Air jack set (standard or Hi-Low models available) Buggy heads (sizes optional) Calibration standards (sizes optional) |
Product Images


Mode of Operation
The VEDAQ-PRO™ system is calibrated on a reference standard before beginning inspection. To start, the magnetizing coil is positioned over the end of the drill pipe. The buggy drive and sensor head are then placed on top of the pipe, with the magnetizing coil mounted onto the buggy assembly.
Once the equipment is in position, pneumatic jacks lift the pipe to ensure the buggy and coil can travel freely above the pipe racks. The electronics operator initiates the inspection by powering the buggy and launching the software. While the buggy traverses the length of the pipe, the operator monitors live data through the system interface.
Upon reaching the opposite end, the jacks lower the pipe back onto the racks. The buggy and coil are then removed and repositioned on the next pipe for inspection in the reverse direction. This process is repeated for each pipe in the batch.